
LA FABRICATION
De la terre liquide coulée dans les moules en plâtre à la finition de la pièce encore souple, le passage à la décoration où règne une ambiance de lutins concentrés, puis l’émail, cette couche blanchâtre recouvrant le décor à l’enfournement qui après 12 heures de cuisson verra mystérieusement réapparaître le décor.









1. Le modelage
Philippe dessine et réalise manuellement chaque moules : constitués de plâtre permettant d’absorber l’eau de la barbotine.
A chaque forme correspondant un moule, celui-ci ne sera utilisé qu’une cinquantaine de fois avant d’être renouvelé.
2. La barbotine
Nous mélangeons dans un malaxeur de la terre, de l’eau et de la chamotte afin d’obtenir la barbotine.
Ce procédé permet d’obtenir une pâte liquide dont on se servira pour remplir des sceaux qui sera ensuite coulé dans nos moules en plâtre.
3. Le coulage / démoulage
Philippe et Joël remplissent les moules de barbotine.
Au bout de 24h, ils procèdent au démoulage de chaque pièce. Un poêle est composé d’environ 60 pièces.
4. L’ébardage / ébavurage
Dès lors qu’une pièce est démoulée, il faut procéder aux finitions que l’on appelle « ébardage » ou encore « ébavurage » cela consiste à lisser la pièce à l’aide d’un couteau et d’un pinceau.
5. L’engobage
Il s’agit d’un mélange d’eau, d’argile et d’émail qui est pulvérisé sur l’ensemble des pièces grâce à un pistolet. Cette étape est utilisée afin d’opacifier et de blanchir l’émail.
Dans un premier temps, Vincent prépare son mélange puis applique plusieurs couches sur toutes les pièces avant de les déposer sur son chariot. L’engobe sèche en quelques secondes, l’application se fait dans une cabine ce qui permet d’aspirer les projections.
6. La décoration
Toutes les pièces sont décorées une par une à main levé pour cela, les décorateurs utilisent un poncif : feuille de papier calque percée reprenant le contour du décor. Puis, à l’aide d’une bourse de charbon de bois, le décorateur tape sur le poncif ce qui permet de faire apparaître sur la pièce le contour du dessin. Enfin, ils tracent les contours avec leur pinceau puis effectuent le remplissage des couleurs.
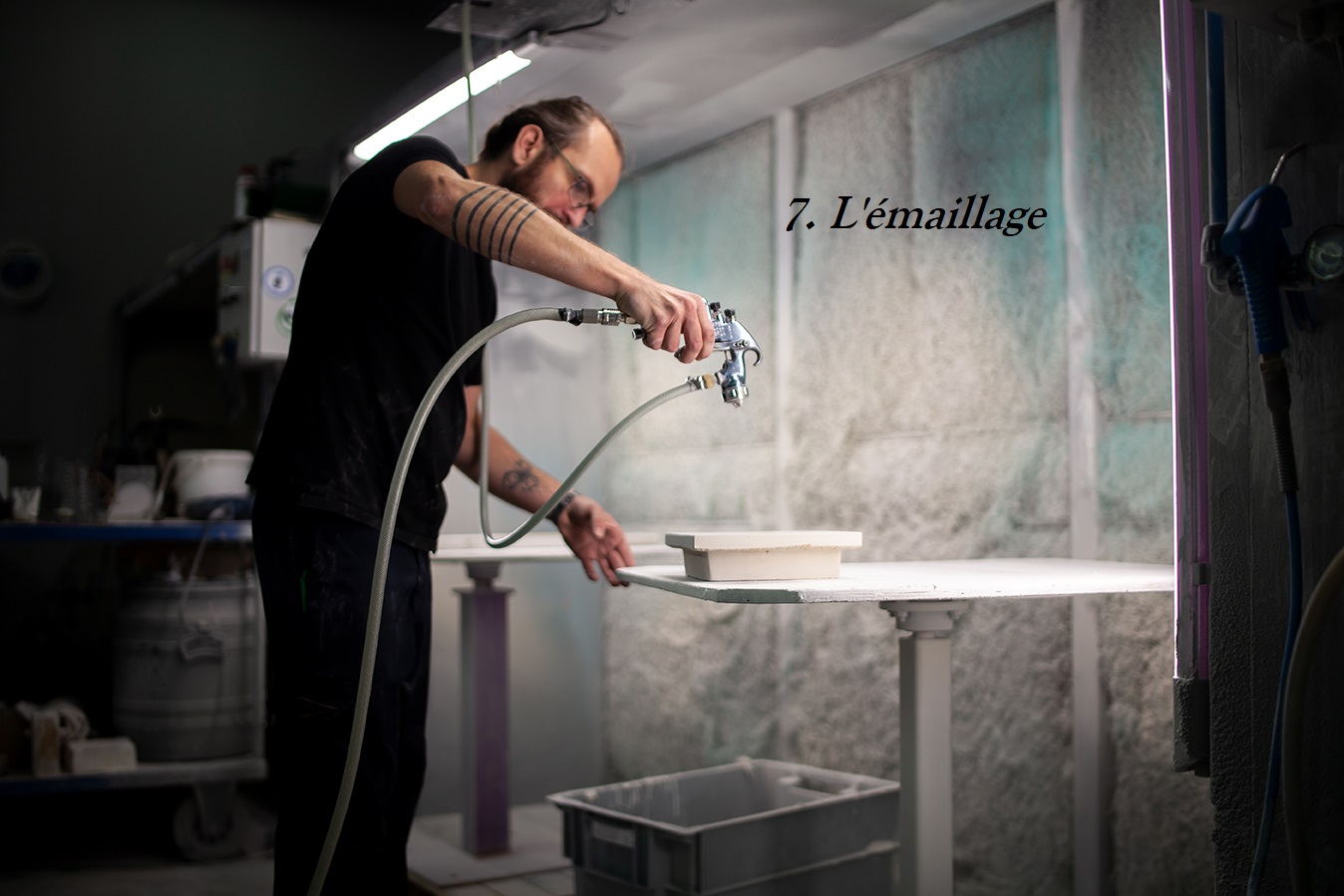
7. L’émaillage
Tout d’abord, Rémy prépare son mélange : cela se présente sous forme d’une poudre que l’on prépare avec de l’eau afin d’obtenir la consistance d’une pâte à crêpes. L’émail est un revêtement vitreux obtenu grâce à des oxydes métalliques.
L’application s’effectue à l’aide d’un pistolet à air comprimé permettant de pulvériser plusieurs couches d’émail sur la pièce.
Cette processus permet de protéger la pièce, de la rendre imperméable mais aussi de révéler les couleurs ainsi que l’éclat de la pièce.
8. L’enfournement
Le four est remplit délicatement afin de faire cuire les pièces toute la nuit.
Nos ancêtres utilisaient des fours à bois, en ce qui nous concerne, nous utilisons des fours électriques. Il faut savoir qu’un four peut accueillir 2 poêles et que la température va monter par paliers afin d’atteindre environ 1200°. Les pièces seront sorties du four le lendemain matin.
9. Le pré-montage
David et Mickaël coulent un béton réfractaire afin d’assembler les pièces puis effectuent les joints de silicone.
Le temps de séchage est d’environ 1 journée.
10. L’assemblage
Vient ensuite l’assemblage effectué par Guillaume et Lucas.
Avant chaque sortie d’atelier, les poêles sont contrôlés par le chef d’atelier : vérification du décor, de l’assemblage…
Une fois ce contrôle effectué, le poêle peut être mis en caisse afin d’être livré chez vous.


